曾经收到过客户的声音…”我刚开始钻孔,听到一道裂缝”或”我正在锯开和熔化的塑料(swarf)停止刀片”或”我的检查部门发现我的所有零件都有裂缝”。
我甚至可以告诉你”磨坊”可能说什么…他们使用的钻头尺寸错误或进给率错误,或者锯片类型错误,或者它们应在操作之间对材料进行退火。
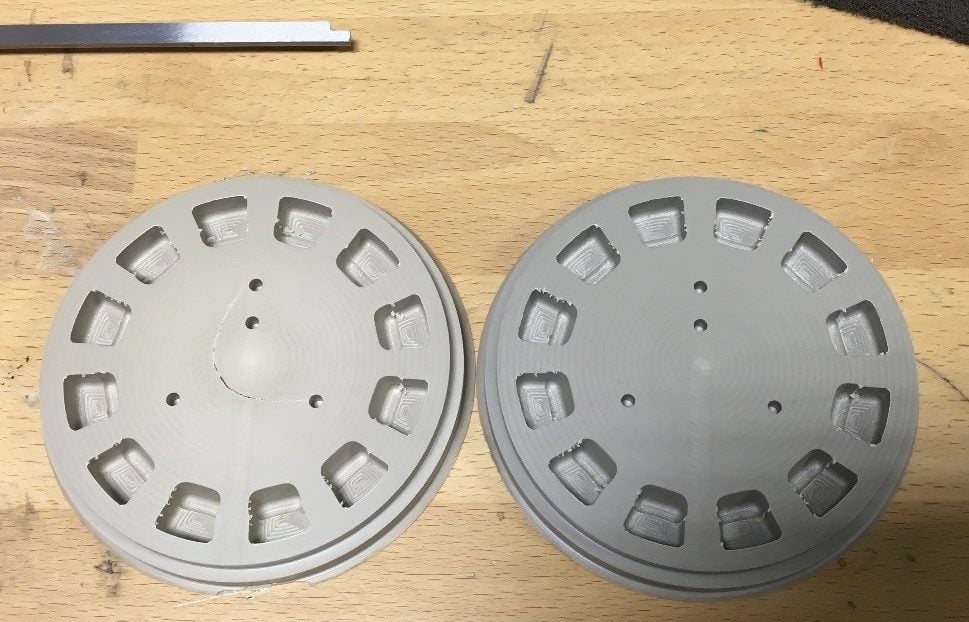
我们常说,直到最近,我们帮助了一位客户,要求另一个工厂的 4″ 直径 GL30 杆。 查看德雷克的 4 英寸直径KT820GF30的结果,以及其他人的 450GL30 在完全相同的机器中连续运行,具有相同的程序和工具。
还是不相信…看看我们的人运行零件的视频。https://www.youtube.com/watch?v=6CTtlMjOIa4
好消息是,我们能够打捞零件,因为成品的ID足够大。
为什么有区别?
像PEEK这样的高温材料的挤出加工需要经过艰苦的加工,包括非常慢的加工速度,因为熔化的聚合物必须从630F以上的熔体温度冷却到环境温度。 这种温度梯度在材料中设置非常高的热应力。 将这些热应力与挤出压力和结晶应力相结合,这些压力是 PEEK 等半结晶材料所固有的,您有真正的加工挑战。 现在添加增强材料,如玻璃和/或碳纤维,降低韧性(伸长),你现在有一个完美的风暴。 时间已经证明了……”挤出后退火无法克服不理想的挤出加工”。
Drake 的单片流法适用于我们所有的挤出工艺,以及我们 20 年的 Torlon 加工经验,帮助我们开发出树脂和工艺的正确组合,使世界上任何地方都能使用最可加工的大直径 PEEK 形状。 我们的加工重点是以最小的压力和速率运行,以确保具有最大韧性和延展性的全部密度,而不是实现最高的运行速率。 德雷克专为运行 Torlon PAI 开发的专有挤出机设计,使实现这种微妙的平衡成为可能。 我们精心监测的退火周期将任何残留的应力降至最低,这也是我们精心调整工艺以挤出世界上最大的 Torlon 形状的技能。
树脂选择起什么作用?
我们的经验表明,索尔维的 KT PEEK 牌号具有加工优势,尤其是在加工直径较大的棒材和更厚的横截面板时。 较高的分子量和更广泛的分子量分布可提供更好的韧性/抗冲击性,可承受与挤出过程相关的应力。 说明这一点, 德雷克生产威格斯和索尔维碳增强 PEEK 杆, 但威格斯 CA PEEK 只提供高达 1″ 直径,而 KT820CF PEEK 杆被挤出到 6.5″ 直径的杆,计划去更大.
我们目前库存 4, 4.5, 5.5, 6.5 和 6.5″ 直径的天然, 30 玻璃增强和 30 碳纤维增强处女 PEEK.
- 只寻找小批量。 我们库存在60英寸的长度,但会削减到你的长度,根据需要
- 你宁愿不看到切空。 没问题,我们也会用我们的精密科桑锯来削减空白。
- 已经使用别人的棒,但寻找更好的材料。 您提供详细信息,我们将提供示例。