当注塑不实用时,最好使用挤压库存形状生产零件,而且由于零件性能原因,因此多次使用。 经验丰富的塑料工程师已经了解到,加工零件的性能可以远远超过注塑成型零件的性能,但树脂和形状数据表的比较却得出完全相反的结论。
为什么拉伸形状的属性很少与树脂数据表上列出的属性匹配?
了解与材料流动相关的方向,尤其是在使用纤维增强型牌号时,了解此观察值的关键。 熔体流型的分子取向也会影响未填充的等级,因此同样原理也适用,尽管各向异性在未增强的牌号中不太回事。
所有树脂数据表和材料 C 的 A(分析证书)属性均使用注塑成型拉伸棒生成。 树脂颗粒生产商报告的数据表或认证属性被业界接受,以证明许多产品是否符合标准。 这些值很少(如果有的话)准确表示所有方向的成品强度、伸长率或热膨胀系数。
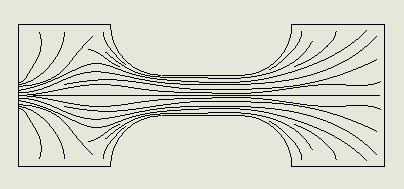
图1:模塑拉伸棒– 说明注射成型拉伸棒的填充轮廓,因此,当通过喷射喷嘴注入熔融材料时,纤维方向将”包装”,并在抛光模具中创建全密度部分。 随后,冷却器模具将零件冻结到位。 抛光模具留下出色的表面光洁度,没有碎或切割纤维。 纤维在拉力测试方向上几乎完全对齐。
由于所有树脂特性都使用上面所示的注塑成型拉伸棒,因此通常的看法是,所有注塑成型零件和形状都优于从挤出形状加工的树脂。 虽然在拉伸杆的情况下是正确的,但很少注塑成型零件具有”近乎完美”的填充轮廓,从而以所需的方向优化材料强度。 由于很少有注塑成型零件适合被解剖到拉伸棒中(可以显示其真实特性),因此,在注塑成型零件中实现这些最佳树脂特性的误解依然存在。
下表显示了以不同方式将 30 碳纤维增强PEEK加工成测试试样的结果。 树脂认证值与使用由相同树脂批次制成的 4mm 厚(75 毫米 x 75 毫米)注塑成型方形板加工的拉伸棒生成的值进行比较。 拉伸条以 3 个方向准备:在流动方向上,45 度流动,垂直于流,以说明属性的任何方向性。
| 拉伸强度 (psi) | 拉伸模组(姆普西) | 伸长 () | IM 拉伸棒的强度 | |
|---|---|---|---|---|
| 注射成型拉伸杆 (ISO 527) | 37700 | 3.8 | 1.5 | — |
| 从注射成型斑块切割的拉伸杆,流动方向 | 23500 | 2.5 | 1.0 | 62% |
| 从注射成型斑块切割的拉伸杆,45°流 | 18300 | 1.6 | 0.7 | 49% |
| 从注射成型斑块切割的拉伸杆,垂直于流动 | 16200 | 1.4 | 0.6 | 43% |
请注意,即使加工到流动方向的试样也未达到”树脂数据表”特性。 即使在注塑成型零件和形状中,性能也有方向性。
现在,这种方向性在拉伸形状中是什么样子的? 从外部向内挤压和冷却的速度非常缓慢,导致熔融和固体聚合物相之间的边界”熔锥”。 大部分增强相沿此熔体锥对齐,这意味着方向性随熔锥的形状而变化。 下图说明了各种形状的此条件。 浅灰色线条描绘了熔锥体的一般形状。 请注意,此圆锥体的形状为 3 维,表示在板形的棒或抛物面的情况下,形状是圆锥形的。 德雷克的无缝管有一个熔体锥,很难在二维绘图中说明,但很容易描述。 主导纤维的方向是”箍”方向,意思是纤维,因此”熔锥”看起来更像一个”理发杆”。
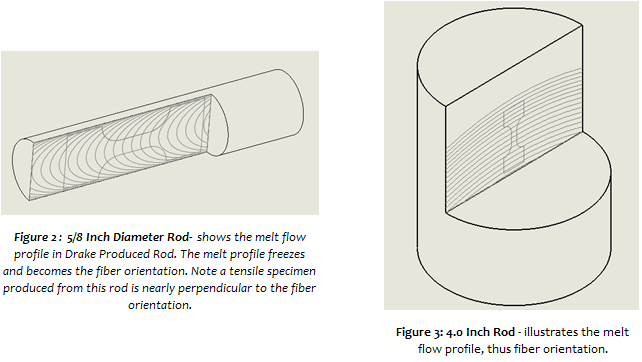
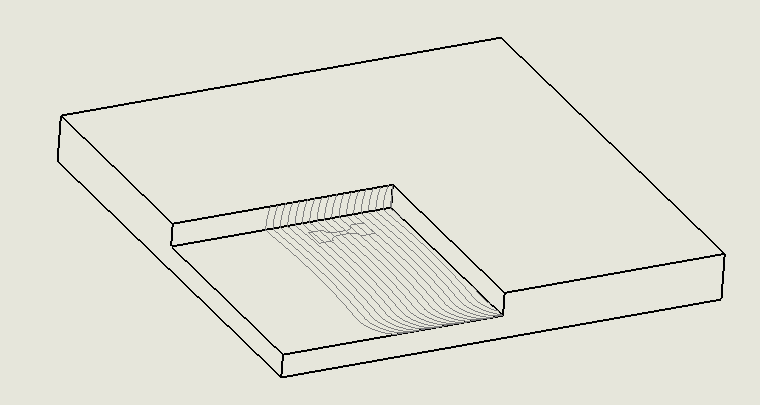
图2:12 x 12 x 11⁄4 英寸平板– 显示熔体流动轮廓,从而呈现德雷克挤出板的纤维方向。
最大化聚合物零件的性能需要考虑您开始的形状、形状内零件的方向以及门和通风口的特定位置(如果您计划注入模具零件或形状)。 Drake 的工程师理解这一点,并在开发过程序列以制作性能关键部件时始终考虑这一点。问德雷克。