即使是高性能聚合物(如Torlon 、PEEK 和 PPS)也难以承受高 PV 轴承应用。 原因很简单;摩擦热,特别是由”P x V”的速度成分产生的摩擦热,不像在固有的导电性强的轴承材料(即金属)中那样容易消散。 热量开始软化聚合物,热膨胀。 在大多数约束轴承(如日志轴承/衬套或平面轴承)中,CLTE高于约束它的金属的塑料无处可去,并坍塌到轴或活塞上。 过热积聚,最终导致轴承过热或过度磨损导致轴承故障。
为什么 PAI 不是典型的热塑性塑料…
Torlon® PAI (polyamide-imide) 的独特化学成分可使热塑性聚合物链在固化过程中延伸和交联。 固化速率在 500°F/ 262°C 下得到优化,零件和形状的表面达到完全固化,而内部部分的治愈率则略低。 完全固化一般在500°F/262°C下需要2周以上。 所有德雷克挤压的Torlon形状在加工后提供固化后。 最明显的证据是所有治愈的Torlon形状和部位的坚硬、暗的皮肤。 这种完全固化的外表面具有最高的Tg和最高的耐磨性和耐化学性,这是一件好事。
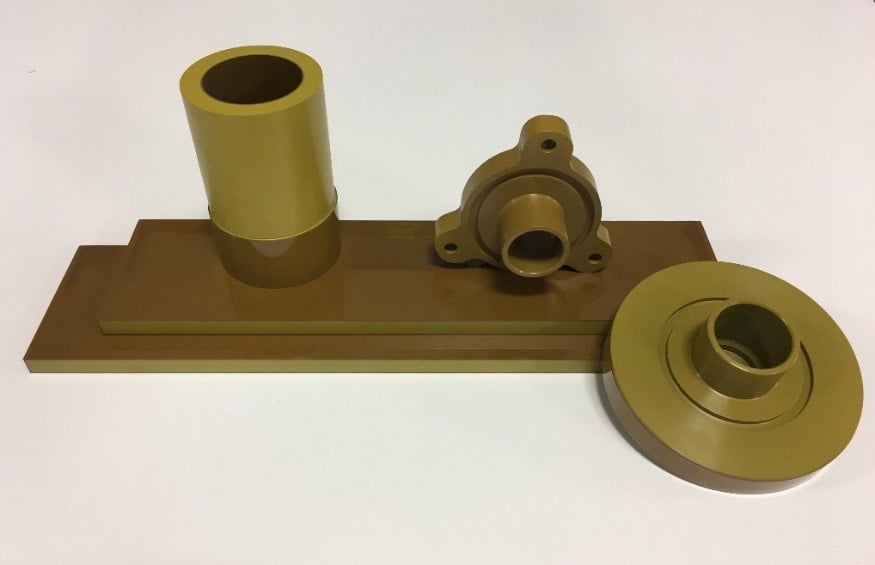
假设您正在从拉伸的 Torlon 杆加工轴承或滚轮,并计划使用 ID 表面作为轴承表面。 该表面曾经是杆内部的一部分,这意味着它没有黑暗的”治愈皮肤”。 只有杆的外侧仍然具有该条件。 我们如何把耐磨和耐化学腐蚀的皮肤放回磨损表面? 这就是加工后固化后的情况。 重新固化加工的衬套会将”固化”的皮肤放在所有裸露的表面上,这些表面最重要的是。 请以下面Torlon 4203 中的深色皮肤为例。 三叶成品加工后已固化。 请注意变暗的外部表面。 这种皮肤并不总是那么明显,暗石墨含有4301和4275等等级,但它仍然存在。
那么,固化后的Torlon有多好呢?
您是否知道,加工后经过固化的 Torlon PAI 可提供 1/10 的磨损率和 Torlon 的限值的两倍,而该 PV 在加工后尚未经过固化? 参见索尔维的Torlon设计指南中的下图。
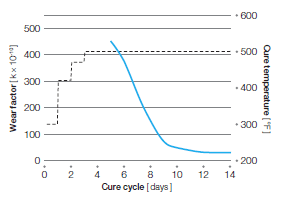
这对 Torlon 4301 通用磨损等级和 4275、4435 和 4630 专业磨损等级特别有价值。 然而,即使Torlon 4203、5030和7130也受益于后固化,如果最大耐久性很重要。 需要注意的是,低 V 应用(即使高 P)在制造后重新固化后不会看到相同的磨损减少,但再固化是廉价的保险。
如果我没有时间或烤箱来贴药…
Drake 从我们这里购买的所有 产品都提供固化后服务。我们通常可以在 2 周内返还部件,批量费用根据部件数量和认证要求而定,但通常为 ~450 美元。Torlon 强烈建议您在订购库存时通知我们,如果您的零件在加工后会重新固化。 我们采取额外的预防措施,并提供技术支持,以确保您的成功。
有时,我们会忘记如何在衬套或辊筒的内径上获得这种固化表皮,而无需进行后固化……首先使用定制尺寸的Drake Seamless Tube™,只需轻轻切割内径,使原始固化表皮完好无损。 皮肤一般为 .030″-.050″ 深含义和 OD/ID 组合大小,用于给定零件,通过减少加工时间和材料损失,同时无需后固化,可实现精益加工。

你是第一次尝试托隆作为轴承吗? 为什么不尝试后固化和加工托隆? Torlon 磨损等级非常适合高温和高光伏应用。 Torlon PAI 具有固化后磨损表面,从出色的轴承材料到出色的轴承材料,在大多数条件下超过了所有其他塑料。